High Pressure Gas Quenching (HPGQ) with N2/He
For many years, gas quenching has been the preferred process in the heat treatment of steels.
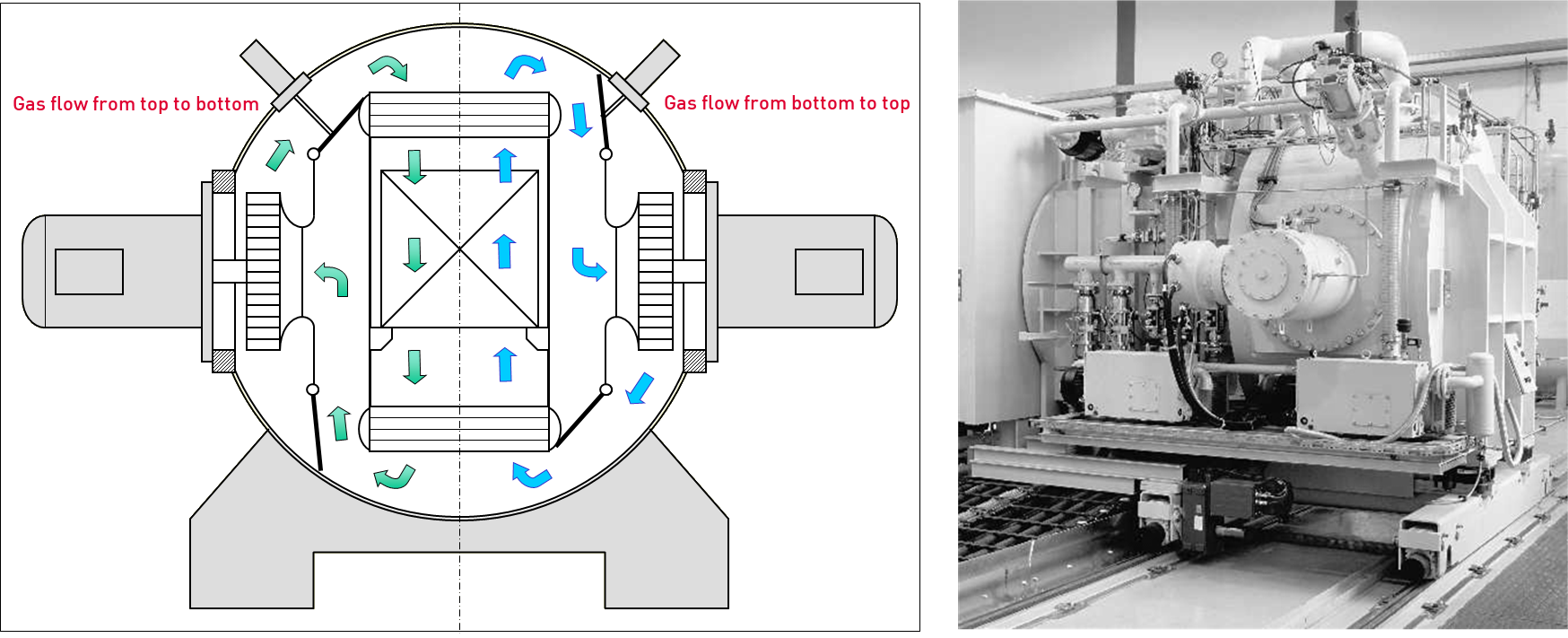
During High Pressure Gas Quenching (HPGQ) previously austenitized respectively thermochemically treated parts are quenched in an inert gas flow in a pressure range between 1 bar and 20 bar with gas velocities between 0,5m/s and 20m/s.
Depending on the geometry and the steel-grade of the quenched component, either helium or nitrogen is used. Helium provides a stronger quench-intensity and is therefore recommended for components with lower hardenability or for components with larger wall thicknesses.
HPGQ is combined in most cases with a vacuum heat treatment such as low pressure carburizing (LPC). HPGQ is usually followed by a tempering process.
The goal of the gas quenching process is to improve hardness. Upon completion of austenitization, the parts are subjected to HPGQ in order to change the microstructure from austenite into martensite, thus obtaining the desired increase in hardness.
High pressure gas quenching is an environmentally friendly and low distortion quench process compared to liquid quenching such as oil, polymer or water. The “dry” gas quenching has the following advantages compared to liquid quenching:
- metallic, blank surfaces of parts after heat treatment, no washing of parts necessary
- Environmentally friendly process (no disposal of oil, salt bath residues or detergent residues)
- Full flexibility to control quench intensity
- Potential to reduce heat treat distortion (unwanted changes of the part-geometry during heat treatment in form and size)
For the heat treatment of tool steels and high speed steels HPGQ is the preferred choice and has almost completely replaced liquid quench media, which was used in former times. By enhancing gas pressure and gas velocity as well as through the development of separate quench chambers, or so called “cold chambers”, HPGQ has become established also for the hardening of low alloyed casehardening steels and quenched and tempered steels. To date, primary applications of HPGQ in ”cold chambers” are gear components (wheels, shafts, synchronizers), bearing rings and components for fuel injection systems (nozzles, pump-heads etc.). Over the last few years the technology of Low Pressure Carburizing (LPC) in combination with HPGQ has become a preferred choice for the treatment of gear components for manual and automatic transmissions for passenger cars.