
Hochtemperatur- Vakuumlöten
Das Löten stellt eine wirtschaftliche Alternative zu den Fügetechnologien Schweißen und Kleben dar.
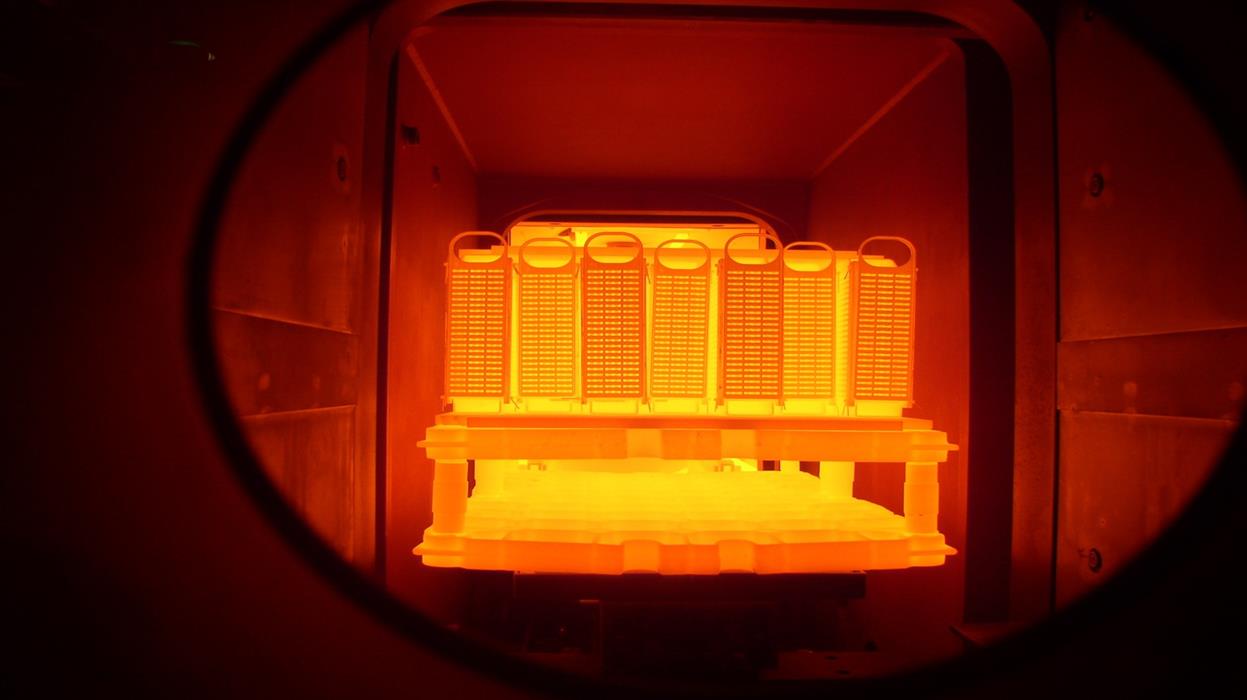
Für Bauteile die besonders hohen Beanspruchungen hinsichtlich Festigkeit und Einsatztemperatur unterliegen, bieten wir Ihnen das Hochtemperatur- Vakuumlöten an. Dabei werden ganze Chargen von Bauteilen in einer Ofenfüllung behandelt, wobei eine stoffschlüssige Verbindung entsteht. Per Definition findet das Hochtemperaturlöten bei Temperaturen über 900°C statt. Je nach zu lötenden Werkstoffkombinationen und dem zu verwendenden Lot, kann die Löttemperatur aber auch darunter liegen.
Das Vakuum wirkt während des Lötvorganges reduzierend und bildet somit das „Flussmittel“ und gleichzeitig die Schutzatmosphäre. Dieser Umstand stellt den größten Vorteil des Verfahrens dar, da nach der Behandlung metallisch blanke Bauteile ohne korrosive Flussmittelreste mit hoher Verbindungsgüte vorliegen. Porosität, Ausblühungen, Einschlüsse oder Verfärbungen treten bei vakuumgelöteten Verbindungen nicht auf. Ein weiterer Vorteil besteht darin, dass in einer Behandlung mehrere Bauteile mit mehreren Lötstellen pro Bauteil gleichzeitig und reproduzierbar gefügt werden können, was zu einer hohen Wirtschaftlichkeit in der Serienproduktion von Massenteilen führt. Da das Verfahren, im Gegensatz zum Schmelzschweißen, nicht auf die Gleichartigkeit der Fügepartner angewiesen ist, können unterschiedliche Werkstoffkombinationen gefügt werden. Bspw. können sämtliche Stahlgüten sowie Nickel-, Kupfer- und Cobaltbasiswerkstoffe in der uns zur Verfügung stehenden Anlagentechnik prozesssicher gelötet werden.
Für das Löten von Aluminiumbauteilen ist unsere Anlagentechnik dagegen nicht geeignet.
Das Vakuumlöten bietet weitere Vorteile durch:
- gleichmäßige und durchgreifende Wärmeeinbringung bis hin auf Löttemperatur und den daraus resultierenden geringen Verzug, wodurch auch dünnwandige und formkomplexe Bauteile besonders verzugsarm gefügt werden können
- geringere Spannungen im Bauteil, da sämtliche Fügestellen gleichzeitig gelötet werden, woraus eine verminderte Rissanfälligkeit resultiert
- Verbindungsfestigkeiten die denen der Grundwerkstoffe nahe kommen
- die Fügemöglichkeit verschiedenartiger Grundwerkstoffe
- die gute elektrische und thermische Leitfähigkeit der Verbindung
- die Lötbarkeit von während der Behandlung nicht mehr zugänglichen Fügestellen
- die dauerhafte Dichtheit der Verbindung
Durch die ganzheitliche Erwärmung des Bauteiles auf Löttemperatur kann es zu einer Reduzierung der Festigkeit des Grundwerkstoffes kommen. Je nach den Festigkeitsforderungen, die an die Lötbaugruppe gestellt werden, kann bei härtbaren Stählen direkt im Anschluss an die Lötung ein Vergüten auf eine spezifizierte Festigkeit erfolgen. Da dies in den Lötvorgang integriert werden kann, erhalten Sie in einem Arbeitsgang gefügte und wärmebehandelte Bauteile hoher Güte.
Als Lote kommen sämtliche kadmium- und zinkfreien Legierungen zur Anwendung. Am häufigsten werden Lote auf Kupfer- oder Nickelbasis verwendet. Die Lotauswahl richtet sich dabei nach den späteren Einsatzbedingungen und den zu fügenden Werkstoffen.